



தொழில்முறை உற்பத்தியாளர்களாக, பார்டர்சன் உங்களுக்கு உயர்தர மெட்டல் ரேபிட் புரோட்டோடைப்பிங் செயல்முறையை வழங்க விரும்புகிறது. நாங்கள் உங்களுக்கு சிறந்த விற்பனைக்குப் பிந்தைய சேவை மற்றும் சரியான நேரத்தில் விநியோகத்தை வழங்குவோம்.
உலோக விரைவான முன்மாதிரி செயல்முறை
மெட்டல் ரேபிட் புரோட்டோடைப்பிங், ரேபிட் மெட்டல் புரோட்டோடைப்பிங் அல்லது ரேபிட் புரோட்டோடைப்பிங் என்றழைக்கப்படும் உலோகப் பாகங்கள், சேர்க்கை உற்பத்தி தொழில்நுட்பங்களைப் பயன்படுத்தி விரைவாகவும் திறமையாகவும் உலோக முன்மாதிரிகளை உருவாக்கும் செயல்முறையைக் குறிக்கிறது. இந்த தொழில்நுட்பங்கள் பாரம்பரிய எந்திரம் அல்லது கருவி செயல்முறைகள் தேவையில்லாமல் சிக்கலான வடிவவியல் மற்றும் செயல்பாட்டு உலோக பாகங்களை உருவாக்க அனுமதிக்கின்றன.
பல உலோக விரைவான முன்மாதிரி செயல்முறைகள் உள்ளன, ஒவ்வொன்றும் அதன் சொந்த நன்மைகள் மற்றும் பரிசீலனைகள் உள்ளன. பொதுவாகப் பயன்படுத்தப்படும் சில முறைகள் இங்கே:
1. டைரக்ட் மெட்டல் லேசர் சின்டரிங் (டிஎம்எல்எஸ்): டிஎம்எல்எஸ், தேவையான உலோகப் பகுதியை உருவாக்க, உலோகத் தூள் துகள்களைத் தேர்ந்தெடுத்து, அடுக்காக இணைக்க, உயர் ஆற்றல் கொண்ட லேசரைப் பயன்படுத்துகிறது. இது அதிக துல்லியம், நல்ல மேற்பரப்பு பூச்சு மற்றும் சிக்கலான வடிவங்களை உருவாக்கும் திறனை வழங்குகிறது. DMLS இல் பொதுவாகப் பயன்படுத்தப்படும் பொருட்களில் துருப்பிடிக்காத எஃகு, டைட்டானியம், அலுமினியம் மற்றும் கோபால்ட்-குரோம் ஆகியவை அடங்கும்.
2.செலக்டிவ் லேசர் மெல்டிங் (SLM): SLM ஆனது DMLSஐப் போன்றது ஆனால் உலோகப் பொடியை சின்டரிங் செய்வதை விட முழுமையாக உருகுவதை உள்ளடக்கியது. இது மேம்பட்ட இயந்திர பண்புகளுடன் அடர்த்தியான பகுதியை விளைவிக்கிறது. SLM பெரும்பாலும் டைட்டானியம், அலுமினியம் மற்றும் நிக்கல் உலோகக் கலவைகள் போன்ற பொருட்களுடன் பயன்படுத்தப்படுகிறது.
3.எலக்ட்ரான் பீம் மெல்டிங் (EBM): EBM ஆனது உலோகப் பொடியை உருக்கி தேவையான பகுதியை உருவாக்க எலக்ட்ரான் கற்றையைப் பயன்படுத்துகிறது. இது அதிக உருவாக்க வேகத்தை வழங்குகிறது மற்றும் டைட்டானியம் மற்றும் கோபால்ட்-குரோம் போன்ற பொருட்களை செயலாக்க முடியும். EBM பெரிய அளவிலான பகுதிகளுக்கு குறிப்பாக பொருத்தமானது.
4.பைண்டர் ஜெட்டிங்: இந்த செயல்பாட்டில், ஒரு திரவ பைண்டர் தேர்ந்தெடுக்கப்பட்ட உலோக தூள் அடுக்குகளில் வைக்கப்பட்டு, அவற்றை ஒன்றாக பிணைக்கிறது. பகுதி முழுவதுமாக அச்சிடப்பட்டவுடன், அதன் இறுதி வலிமையை அடைவதற்கு, சிண்டரிங் அல்லது ஊடுருவல் போன்ற இரண்டாம் நிலை செயல்முறைக்கு உட்படுகிறது. துருப்பிடிக்காத எஃகு, வெண்கலம் மற்றும் கருவி எஃகு உள்ளிட்ட பல்வேறு உலோகங்களுடன் பைண்டர் ஜெட்டிங் பயன்படுத்தப்படலாம்.
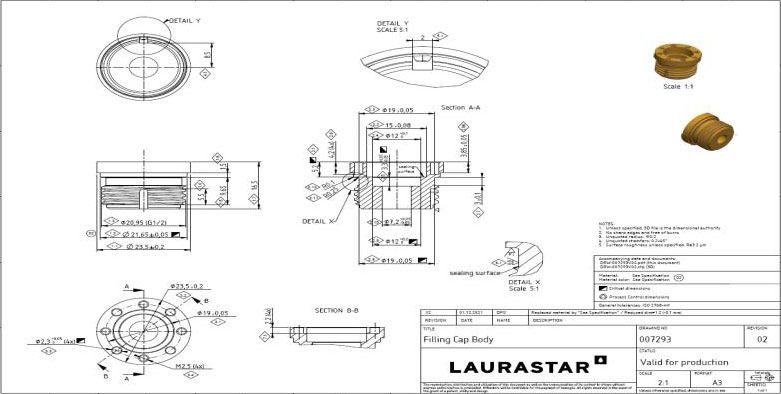
CNC எந்திர அலுமினிய முன்மாதிரி
குறைந்த அடர்த்தி, குறைந்த எடை, நல்ல விறைப்பு மற்றும் அலுமினியத்தின் எளிதான எந்திரம் ஆகியவற்றின் காரணமாக, இது அதிக துல்லியமான பாகங்கள், ஜிக்ஸ் மற்றும் சாதனங்களின் முதல்-தேர்வுப் பொருளாகிறது. மற்றும் CNC எந்திர அலுமினிய முன்மாதிரியானது விண்வெளி, விமானப் போக்குவரத்து, ஆட்டோமொபைல், மருத்துவம் மற்றும் உள்நாட்டு உபகரணங்கள் துறையில் கை மாதிரிக்கு பரவலாகப் பயன்படுத்தப்படுகிறது.

CNC எந்திர அலுமினிய முன்மாதிரியின் இயல்புநிலை பரிமாண சகிப்புத்தன்மை ± 0.1mm இடையே உள்ளது. வாடிக்கையாளர்களுக்கு 0.1mm க்கும் குறைவான சகிப்புத்தன்மை தேவைப்பட்டால், 2D கோப்புகள் PDF, DWG அல்லது DXF வடிவத்தில் வழங்கப்பட வேண்டும். நீங்கள் பெறும் முன்மாதிரி பரிமாணத்திலும் துல்லியத்திலும் துல்லியமாக இருப்பதை உறுதிசெய்ய, பார்டர்சன் முன்மாதிரியின் 10 பகுதிகளுக்கு முழு அளவிலான அளவீட்டு அறிக்கைகளை வழங்கும்.
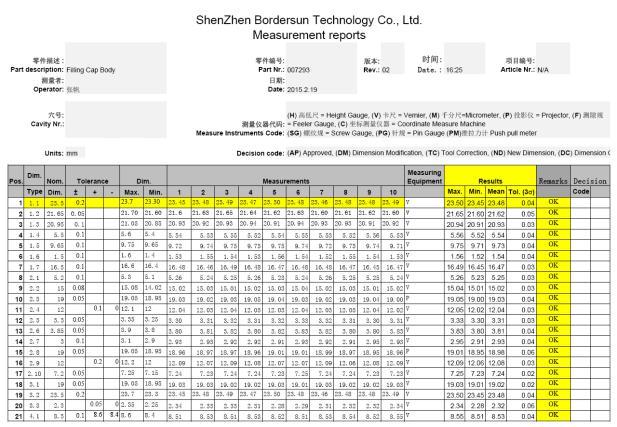
(அளவீடு அறிக்கை) (4-2)
தொடர்புடைய எலக்ட்ரோலைட், குறிப்பிட்ட செயல்முறை மற்றும் மின்னோட்டத்துடன், அலுமினிய கலவையின் மேற்பரப்பு ஒரு ஆக்சிஜனேற்றப் படத்தை உருவாக்கும். படம் பாதுகாப்பு மற்றும் அலங்காரமானது. சிஎன்சி எந்திர அலுமினிய முன்மாதிரியின் அனோடிக் ஆக்சிஜனேற்ற மேற்பரப்பு சிகிச்சை ஏராளமாக உள்ளது, மேலும் அனைத்து வண்ணங்களையும் உருவாக்கலாம்.

ஆக்ஸிஜனேற்றப்பட்ட வண்ணத்திற்குப் பிறகு, CNC எந்திர அலுமினிய முன்மாதிரி சீல் செய்யப்பட வேண்டும். மைக்ரோபோரை அடைத்து, சாயமிடப்பட்ட மூலக்கூறு வடிகட்டாது, மேலும் மேற்பரப்பின் செயல்பாடு மற்றும் அலங்காரம் பாதுகாக்கப்படலாம். கலர்மீட்டர் இல்லாததால், சிறிய பட்டறை Pantone ஐ ஒப்பிடுவதன் மூலம் காட்சித் தீர்ப்பை வழங்குகிறது, இது பிழையை விளைவிக்கலாம் மற்றும் வாடிக்கையாளர்களை அதிருப்தி அடையச் செய்யலாம். முக்கிய காரணம், சிராய்ப்பு வெடிப்பு சமமாக விநியோகிக்கப்படவில்லை, மேலும் இது அனோடிக் ஆக்சிஜனேற்றத்திற்குப் பிறகு இரண்டு வெவ்வேறு மேற்பரப்புகளில் விளைகிறது.








